




Home
>
Products > Industrial Sealing Gaskets > Spiral Wound Gaskets > Monel 400 Spiral Wound Gasket with Inner and Outer Ring
Products
- Flange Insulation Gasket Kits
- Industrial Sealing Gaskets
- Compression Gasket Sheet Materials
- Compression Gland Packing
- Rubber Gaskets and O-rings
- Rubber Gasket Sheeting
- High Performance Plastics
- Expanded PTFE Products
- Sealing Machine Equipment
- Sealing Hand Tools
- Sealing Raw Materials
- Refractory Insulation Materials





Monel 400 Spiral Wound Gasket with Inner and Outer Ring
From below content, you will have much more knowledge about how the spiral wound gasket work, made and install. Also about the specification, dimension, advantages, pressure rating and the application of the spiral wound gasket.
Content
Monel 400 Spiral Wound Gasket With Inner and Outer Ring
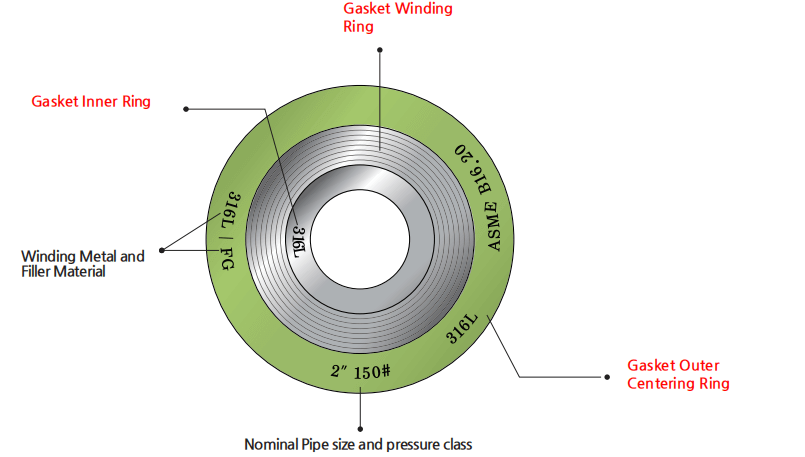
Monel 400 Spiral wound gasket with inner and outer ring is the type of Spiral Wound Gasket which has both Inner and out ring, and the winding ring is Monel 400 stainless steel tape with graphite or PTFE Filler. Among the different types of Spiral wound gasket, Spiral wound gasket with Inner and outer centering ring has superior sealing effect and quality. This type gasket has an inner together with outer centering support ring, the inner ring not only provide the benefit to prevents radial flow of soft fillers, and reduces turbulence, but also provides for a heat shield once the spiral wound gaskets is subjected to high temperatures. And the outer centering ring helps to protect the spiral wound factor, and offers further security and safety against the gasket's blow-out, together with the inner ring.

Advantages of Spiral Wound Gasket Outer Centering Ring
The spiral wound gasket outer centring ring provides the following advantages• Serves as compression limiter avoiding overloading and overcompression of the spiral wound component.
• Reduces radial-flow of smooth fillers, like PTFE
• Additional protection against gasket blow-out.
• Protection of the spiral wound element.
• Perfect position between the bolts.
For these reasons it is actually preferable to work with spiral wound gasket with outer centring rings. The the outer ring is marked with nominal size, pressure rating class, standard specication and materials.
Advantages of the Inner Ring of Spiral Wound Gasket
The spiral gasket inner ring provides the adhering to benefits• Provides a heat defend when the spiral wound gasket is subjected to high temperatures
• Avoidance of over-compression at elevated seating loads in high-pressure service
• Decreases turbulence-minimising flow resistance and crevice corrosion.
• Development of the load circulation within the gasket
• Prevents radial-flow of soft fillers, like PTFE
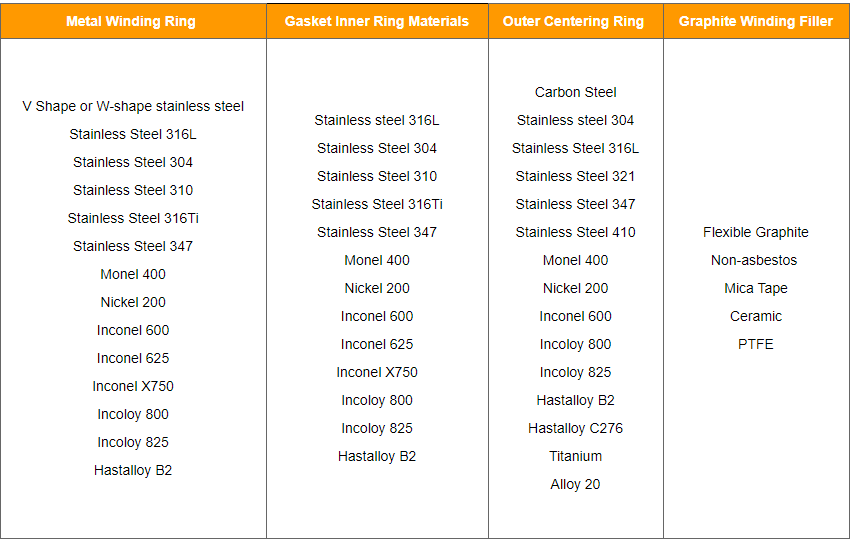
Spiral Wound Gasket Selected Materials
Spiral Wound Gasket Torque Value Chart
To Install and use the spiral wound gasket correctly, we need to know the torque values as it is really important. Torque values limit minimum and maximum gasket seating stresses based upon different pressure class according to ASME B16.20 standard and certain operating conditions. (maximum pressure ratings for given pressure class, not hydrotest pressure). Extreme operating conditions such as high temperature may reduce bolt yield strength. Caution should be used in these applications. The below torque values are for general use only. For critical or extreme applications (high temperature and pressure), consult with us for more information
|
Flange Size (inch) |
Suggested Torque Value (Ft-Lbs) for CG Spiral wound gasket with outer ring |
||||||
| Class 150 | Class 300 | Class400 | Class 600 | Class 900 | Class 1500 | Class 2500 | |
| 1/2 | 30-40 |
30-40 |
30-40 |
30-40 |
70-120 |
70-120 |
50-100 |
| 3/4 |
30-40 |
60-70 |
60-70 |
60-70 |
70-120 |
70-120 |
50-100 |
| 1 | 30-40 | 60-70 |
60-70 |
60-70 |
110-190 | 110-190 | 110-160 |
| 1 1/2 | 30-60 | 100-120 |
100-120 |
100-120 |
110-190 | 135-190 | 210-250 |
| 2 | 60-90 | 60-70 |
60-70 |
60-70 |
110-190 | 130-190 | 220-250 |
| 2 1/2 | 60-110 |
100-120 |
100-120 |
100-120 |
170-290 | 190-290 | 300-360 |
| 3 | 90-120 |
100-120 |
100-120 |
100-120 |
140-230 | 265-360 | 460-500 |
| 3 1/2 | 60-90 |
100-120 |
160-190 | 170-210 |
|
|
|
| 4 | 70-120 | 100-140 | 160-200 | 190-240 | 255-420 | 415-520 |
|
| 5 | 100-160 | 110-160 | 210-260 | 280-360 | 360-600 | 585-800 |
|
| 6 | 130-200 | 110-160 | 190-240 | 260-330 | 300-500 | 530-680 |
|
| 8 | 180-200 | 180-260 | 310-400 | 400-510 | 485-800 | 845-1100 |
|
| 10 | 170-320 | 250-290 | 340-440 | 500-590 | 505-800 | 1565-2000 |
|
| 12 | 240-320 | 360-420 | 510-640 | 500-610 | 570-850 |
|
|
| 14 | 300-490 | 360-420 | 500-890 | 680-800 | 630-940 |
|
|
| 16 | 310-490 | 500-590 | 680-800 | 800-940 | 910-1290 |
|
|
| 18 | 500-710 | 500-680 | 680-810 | 1100-1290 | 1570-2340 |
|
|
| 20 | 430-710 | 500-740 | 800-940 | 1100-1290 | 1740-2570 |
|
|
| 24 | 620-1000 | 800-1030 | 1500-1750 | 2000-2340 |
|
|
|
4 Tips for How To Install the Spiral Wound Gaskets
In order to guarantee the the best possible service life of metal gasket components, it is not only significant to decide on the suitable product to the application but to install and sustain it accurately. These tips are designed to help the end user within the installation of spiral wound gasket materials.Tips 1: Make Sure the Flange in Good Condition
Get rid of the old gasket and check that the flange faces tend to be clean and totally free of indentations and scoring. Radial (cross face) scoring is actually a particular issue and can bring about joint leakage. For spiral wound gaskets, a surface finish which is between 3.2μm to 6.3μm Ra (125 to 250 micro inch) is required. Use a surface comparator to take a look flange finishes. Make sure that the flange faces are parallel or that the pipework is actually sufficiently adaptable to allow the flanges to be dragged parallel and concentric without extreme bolt loads.Tip 2: Gaskets Always New
Only use a new gasket is quite important. Make certain that the gasket is in excellent condition and that the dimensions are usually right for the class and measurements of the flanges, and do not use jointing compounds, oil or lubricants with metallic gasket elements. These materials can impact the contact friction between the gasket and the flange and can bring about creep and premature joint failureIf there is a requirement to fix the gasket to the flange prior to assembly (e.g. large vertical flanges) then a light dusting of spray adhesive such as 3M 77 spray can be utilized. The adhesive ought to be applied sparingly and in isolated places, and must be compatible with the fluid medium.
Tips 3: Bolt the gasket Correctly
Ensure the bolt and nut threads are thoroughly clean. Apply bolt lubrication to the bolt and nut threads and to the face of the nut to be tightened. Do not apply grease or bolt lubricant to the joint face. After cleaning and lubrication it should be possible to run the nut along the full length of the bolt by hand. If this is not possible the bolts and nuts should be refurbished or replaced. Scrape, wire brush or file as necessary the back face of each flange where the bolt heads and nuts are to sit, ensuring that the surfaces are clean and flat, If possible use hardened flat washers to ensure even transfer of the load.Tips 4: The steps for installing the spiral wound gaskets
• Ensure that the spiral wound gasket is put in centrally• It is recommended that the mounting bolts are tightened by using a operated strategy such as torque or stress. If utilizing a torque wrench, guarantee that it must be accurately adjusted
• Firm up mounting bolts within a superstar-like traversing pattern in the pursuing series
• Finger tighten nut products
• Tighten up to 30% of your final stress
• Tighten to 60% from the last load
• Tighten to whole fill
• Make a final tightening series, functioning throughout the flange, tightening each bolt in turn up until the specific torque is achieved
Install equipment should consist of
• calibrated torque wrench or other tightening device• wire brush
• hard hat
• safety goggles and/or face shield
• lubricant
• other plant specified equipment
Related Category
Spiral Wound Gaskets
Ring Type Joint Gasket
Flexible Graphite Gasket
Non-asbestos Fiber Gasket
PTFE Gasket Washer
Metal Jacketed Gaskets
Pure Silver Parts
Kammprofile Gaskets
Copper Metal Gaskets
Sanitary Tri-clamp Gaskets
Related Products